加工
 |  |  |  |  |
| 1.切割 | 2.剪切 | 3.冲孔 | 4.轮廓切割 | 5.折弯 |
 |  |  |  |  |
| 6.弯辊 | 7.刳刨和折叠 | 8.钻孔 | 9.铆接 | 10.拧紧 |
 |  |  | ||
| 11.粘连 | 12.夹紧 | 13.喷漆 |
安装
质量体系
| 我们力求给客户带来长久的质量保障,我公司通过了ISO9001质量体系认证和ISO14001环境管理体系认证,并获得国际CE认证,我公司产品均通过欧盟EN13501标准,新加坡TUV BS 476标准,国标GB 8624标准,美标NFPA 285 以及ASTM D1929标准,获得国际知名实验室如SGS,INTERREK,TUV等颁发的证书。 |
切割

阿鲁邦德® 可以用立式板锯、圆形或夹具锯切。
切割时使用标准铡刀。确保顶部板材正确插入
硬质合金(CT)锯片
| 叶片几何形状 | 齿厚约2 - 4毫米,渐缩,以防止干扰 |
| 齿面几何 | 梯形齿/扁齿 |
| 间隙角α | 15° |
| 倾角γ | 10°正方向 |
| 最大进料量s | 20 m/min |
| 间距t | 10 - 12 mm |
豪塞尔和斯特瑞比格圆形板锯,硬质合金圆锯片(CT)。
梯形/平齿锯片、扁齿45°倒角无毛刺边缘。
| 锯片-Ø | D = 300 mm (斯特瑞比格垂直面板锯,标准二) |
| 齿数 |
t = 72
Speiser代码号. 070 60 651 |
| 齿厚 | 3.2 mm |
| 间隙角α | 15° |
| 倾角γ | 10 °正方向 |
| 锯片-Ø | D = 250 mm |
| 齿数 |
t = 60
Speiser代码号. 020 40 151 |
| 孔 ø | D = 30 mm |
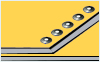
冲孔

使用传统的钣金冲压机可以在阿鲁邦德®板材任意厚度冲孔。 为了达到干脆的切割请使用锋利的工具和最小切割间隙(0.1毫米)的模具。 冲压时在冲孔边缘会产生轻微的偏斜。 最小可冲直径为4毫米的孔。两孔间板材的最小宽度也可达到4 mm。
×轮廓切割

阿鲁邦德 ® 板材可以使用夹具,数控加工中心和水射流切割机切割成形。
铝用夹具锯片
使用水射流切割机时,切割面易腐蚀。板材中间切割时,需要预先钻孔,这是由于水流切割机不容易钻通板材。
在数控加工中心切割时,请使用单刃铣刀。
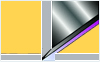
折弯

使用折叠桌。
最小内圆角半径R=15×t(t=板材厚度)
最小要求半径为r = 10 x t (t = 板材厚度)
弹性回复效果:阿鲁邦德 ® 板材比实心铝板大
模具边缘应圆润光滑
为了防止对面板表面造成损伤,在弯曲过程中,不得移除保护膜。
弯辊

阿鲁邦德® 可以使用辊弯机(3或4辊)进行弯曲。确保给料机不施加太大的压力。可用于弯曲金属的弯辊,在进行加工之前必须彻底清除切屑。 阿鲁邦德® 。确保只使用经过抛光且无凹痕和其他缺陷的卷辊。
为了防止对面板表面造成损伤,在弯曲过程中,不得移除保护剥离膜。此外,铝塑板表面可以通过使用1-2毫米厚度的塑料垫保护。
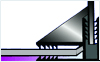
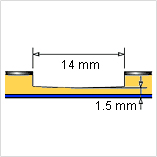
刳刨和折叠

阿鲁邦德® 复合板可以用非常简单的加工方法成型。
这种称之为刳刨和折叠方法的技术,可以使制造商生产各种形状和尺寸的铝塑板。
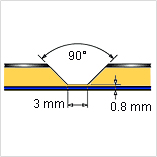
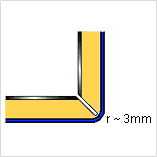
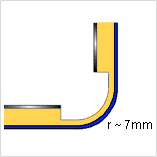
通过使用圆刀或端铣刀,在阿鲁邦德® 复合板材的背面刳出V型槽或矩形槽。薄的核心材料层应预留在槽底,即外覆层内侧。未触及的外覆层现在可以手动弯曲,因为经过刳刨,现在有了一个正确又清晰的折线。折叠边缘的外径取决于槽的形状和深度。
我们建议刳刨时,使用垂直板锯,配备 阿鲁邦德® 开槽配件,数控加工中心,手提式片材铣床或手提刳刨工具。刳刨和折叠方法可用于阿鲁邦德® 具有各种规格标准表面饰面的复合板。
| 90° V形槽,90°折弯 | |
|
|
|
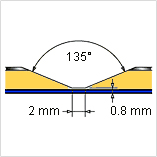
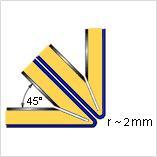
| 135° V形槽,135°折弯 | |
|
|
|
|
矩形槽的折弯度数可达150°,取决于板材厚度。 但不适用于 阿鲁邦德®A2系列. |
|
|
|
|

铆接
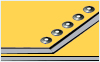
铆接可以使用一般传统铆接工具搭配实心或空心铆钉。如有必要,对于某些外部允许热胀的板材,采用铆钉连接夹具固定。阿鲁邦德®+面板可以使用铆钉固定在一起或和其它材料连接在一起,就跟铝板一样。对于一些户外应用或者高湿度地区的应用,需要采用铝空心铆钉配不锈钢轴以防止边缘腐蚀。
×
拧紧

户外使用,要将面板的热膨胀考虑在内。为了避免干扰,面板的孔直径必须允许膨胀。
紧固无干扰是可能的,实际建设中采用不锈钢螺钉与密封垫圈(图1)。螺钉必须适用于相应的子结构(请注意制造商给出的信息)。应使用扭矩扳手或螺丝刀拧紧螺钉,以便密封垫圈在面板上封孔而不向面板施加压力。
粘连
金属粘合剂/一般粘合剂
对于室内用,贸易博览会/展台结构,机器等大多数金属或一般粘合剂就够了。
胶带/尼龙搭扣胶带
双面胶带(如3M-VHB高产量连接系统)可用于低拉伸或低横向强度要求上面的应用。


在阿鲁邦德® 表面采用喷漆炉包裹方式
顾客的特殊要求 阿鲁邦德® 复合板材的颜色深浅,采用喷炉,通过轻微的过喷来达到要求。适用于 阿鲁邦德® 普通板材或磨砂面板材
阿鲁邦德® 磨砂面的喷漆方式
阿鲁邦德® 漆层成分基本上同那些磨砂完的成品铝表面成分相同。熟悉喷漆方法和漆层材料以及铝制品的加工方法非常有用。










